Gli Elettrodi
Gli elettrodi tra i quali scocca l’arco sono costituiti, nella saldatura, uno dal pezzo da saldare e l’altro da una bacchetta che ha anche la funzione di fornire il metallo d’apporto.
L’elettrodo fusibile ha un’anima di materiale metallurgicamente simile al metallo base ed è ricoperto da un rivestimento che sviluppando gas (idrogeno, anidride carbonica) protegge l’arco e il cratere di fusione dall’attacco nocivo dell’ossigeno presente nell’aria, depurandolo delle sostanze dannose (zolfo e fosforo) che in esso possono trovarsi.
L’elettrodo proteggere il cordone dalle ossidazioni superficiali, ricoprendolo con una superficie fusa (scoria) che rallenta anche il raffreddamento.

Gli Elettrodi, le tipologia
Gli elettrodi sono bacchette metalliche che vengono utilizzati per realizzare le saldature.
Gli elettrodi possono essere formati da varie tipologie di metalli a seconda del materiale da saldare.
Esistono elettrodi di vari diametri, da un minimo di 1,6 mm a un massimo di 9 mm.
Elettrodi rivestiti
Elettrodi non rivestiti
Elettrodi in tungsteno
L’ELETTRODO può essere costituito:
- Da tungsteno puro, usato nelle saldature meno critiche, dove è sopportabile il rischio di contaminazione del cordone di saldatura; sono tra gli elettrodi utilizzati quelli più economici.
- Da una lega di tungsteno con 0,15 ÷ 0,4 % di zirconio, usato quando è necessario saldare con correnti più basse e con un arco più stabile (saldatura di spessori sottili).
- Da una lega di tungsteno con 1 ÷ 2 % di torio, usato quando si salda in corrente alternata, questi elettrodi hanno caratteristiche intermedie fra i primi due citati.
Elettrodi rivestiti:
L’elettrodo Rivestito è costituito da un’asta centrale, che funge da materiale di apporto fondendosi e da un rivestimento. Quest‘ultimo protegge il bagno di saldatura dall’ingresso dannoso dell’aria e stabilizzano l’arco.
Inoltre, fa si che sopra il cordone di saldatura si accumuli uno strato di scoria che lo protegge e modella. L’elettrodo è sia vettore dell’arco sia il metallo d’apporto.
Elettrodi basici:
Elettrodi rutili:
Elettrodi di cellulosa
Elettrodi basici:
• Bagno molto caldo
• Ottima penetrazione e assenza di inclusioni di scoria
• Saldatura in tutte le posizioni anche verticale discendente
• Non depura e apporta idrogeno nel bagno
• Necessita di generatori appositi con tensione più elevata
• Aspetto del cordone un po’ irregolare
• Utilizzato soprattutto per saldatura di prima passata su piping
Elettrodi rutili:
• Ottima estetica del cordone
• Facilità operativa e nella rimozione della scoria
• Nessun problema nello stoccaggio
• Nessuna capacità di depurare il bagno
• Adatto solo su spessori moderati
• Utilizzabile solo in posizioni piane (PA-PB)
Aspetto del cordone:

A Corrente, lunghezza arco e velocità corrette
B Corrente troppo bassa
C Corrente troppo alta
D Lunghezza arco corta
E Lunghezza arco eccessiva
Classificazione degli elettrodi rivestiti acciaio al carbonio EN 499
- EN499
- E
- 46
- 3
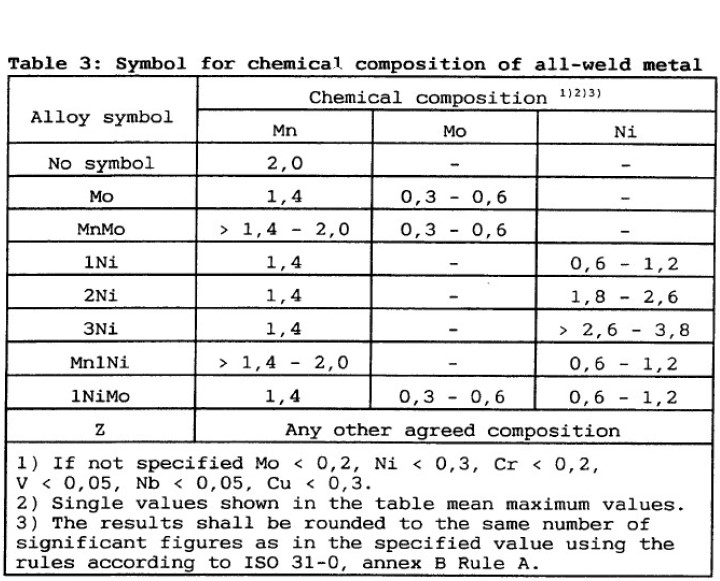
- 1Ni
- B
- 5
- 4
- H5
Norma di riferimento
I fili
Fili no gas o fili animati
Quando non si può usare il gas e si vuole evitare che penetrino particelle di ossigeno nel bagno di fusione, si può usare il filo rivestito da un materiale che protegge il bagno dall’aria e che si chiama filo animato.
Il contenuto nel filo animato infatti è in grado, bruciando, di sprigionare un gas
che fa le veci del gas inerte, anche se non è altrettanto efficace.
Fili pieni
Va usato sotto protezione di gas, viene anche chiamato filo ramato, il più comune è SG
La classificazione dei fili
AWS:
organizza i materiali di consumo per:
•Proprietà meccaniche (limite di resistenza, impatto);
•Composizione chimica;
•Rivestimento.
UNI EN ISO:
organizza i materiali di consumo per:
• Il processo di saldatura
• Tipo di prodotto
• Tipo di giunto di saldatura
• Gruppo del metallo d’apporto
• Tipo di metallo d’apporto
• Dimensioni (spessore e diametro)
• Posizione di saldatura
• Dettagli di saldatura
